Business Site Introduction
Be a customer’s reliable partner with superior products and the thorough quality control.
Plant #3 - Cast, Extrusion, C.P

Plant #3 panorama
CastㆍExtrusionㆍC.P
- Site area
- 27,768㎡
- Floor space
- 16,654㎡

Plant #3 inner part1
CastㆍExtrusionㆍC.P
- Site area
- 27,768㎡
- Floor space
- 16,654㎡

Plant #3 inner part2
CastㆍExtrusionㆍC.P
- Site area
- 27,768㎡
- Floor space
- 16,654㎡

Plant #3 inner part3
CastㆍExtrusionㆍC.P
- Site area
- 27,768㎡
- Floor space
- 16,654㎡

Plant #3 inner part4
CastㆍExtrusionㆍC.P
- Site area
- 27,768㎡
- Floor space
- 16,654㎡
If you click on each process below, you can see detailed information on that process.
Casting Facility Status
| MELTING FURNACE | SIZE (W x H x L, mm) | TON | TYPE | QUANTITY |
|---|---|---|---|---|
| 6,878 X 4,139 X 8,235 | 30 | Tilting | 1 | |
| 40 | ||||
| HOMOGENIZING FURNACE | 2,500 X 2,500 X 6,500 | 50 | Travelling | 1 |
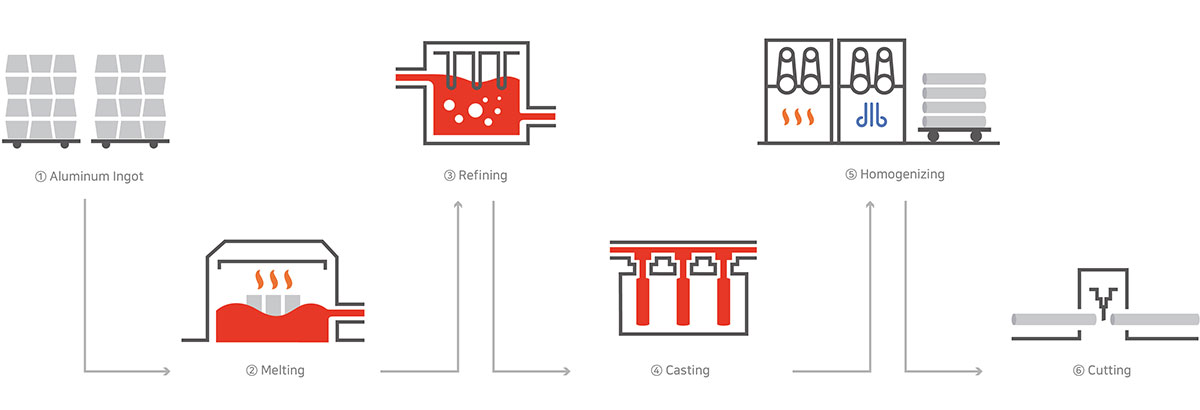
Casting Processing
-
Melting
Melting the raw-material after placing it
-
Refining
Purifying treatment of molten metal/ Removing dross and degassing treatment
-
Casting
Cast billet (5” ~ 41.7”) and slab (T520, T700) and induce uniform billet and slab growth
-
Homogenizing
Manufactures homogeneous billet and slab products by reducing or eliminating constitutional segregation caused by thermal diffusion
-
Cutting
Remove the unstable part on the billet and slab / crops
Extrusion Facility Status
| - | Maker | Type | Billet | Power | Product | |
|---|---|---|---|---|---|---|
| Alloy | Size | |||||
| PRESS CAPACITY |
UBE | Direct | 7inch | 2,000Ton | Soft Alloy | Min. Ø 30 ~ Max.Ø 80 |
| Hard Alloy | Min. Ø 25 ~ Max.Ø 40 | |||||
| STRETCHER CAPACITY |
Domestic | - | - | 120Ton | Soft Alloy | Max.Ø 100 |
| Hard Alloy | Max.Ø 75 | |||||
| 700Ton | Soft Alloy | Max.Ø 230 | ||||
| Hard Alloy | Max.Ø 175 | |||||
| AGING FURNACE | SIZE (W x H x L, mm) | TON | TYPE | QUANTITY |
|---|---|---|---|---|
| 2,400 X 2,390 X 13,400 | 12 | BATCH | 1 |
| SOLUTION HEATING FURNACE | SIZE (D x L, mm) | TON | TYPE | QUANTITY |
|---|---|---|---|---|
| 8,000 X 4,500 X 5,500 | 5 | HORIZENTAL | 1 |
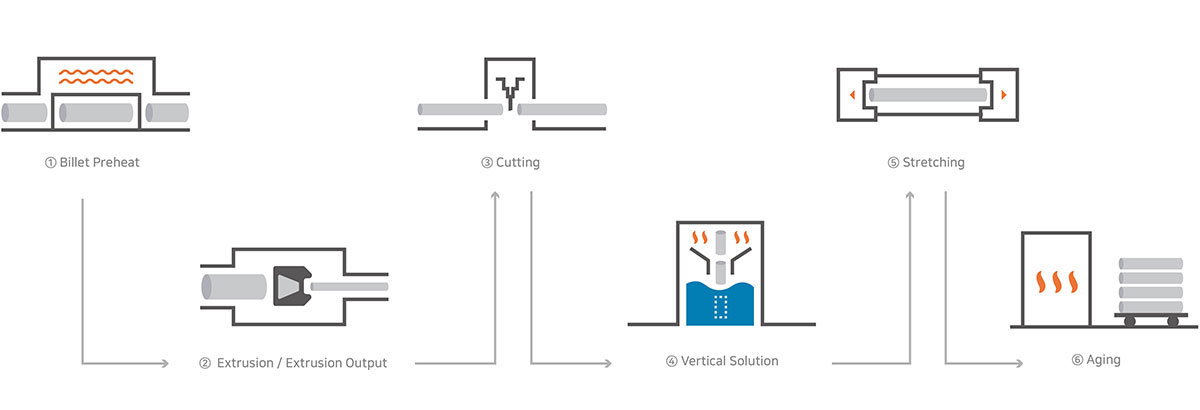
Extrusion Processing
-
Billet Preheat
Billet prerheat process to improve the extrudability.
-
Extrusion / Extrusion Output
Process to produce the products having certain profile such as bar, material with certain shape, tube material, etc. by passing through the hole in the die when placing the billet in the container and pressurizing the billet with pushing ram.
-
Cutting
Cut product.
-
Vertical Solution
Heat treatment method that increases the strength by obtaining the supersaturated solid solution by heating until the aluminum alloy content become solid solution completely by cooling it rapidly.
-
Stretching
Process that stretches certain amount of product after extrusion or after heat treatment for the purpose of removing the residual stress, enhancing the strength, correcting the straightness, etc.
-
Aging
Age-hardening heat treatment / artificial aging treatment.
CAST PLATE Facility Status
| NO. | Name | Size(T x W x L, mm) | Quantity |
|---|---|---|---|
| 1 | Horizontal Band SAW | 1000 X 3000 X 6000 | 1 |
| 2 | Horizontal Band SAW | 1100 X 3500 X 6500 | 1 |
| 3 | Vertical Band SAW | 1100 X 3000 X 6000 | 1 |
| 4 | Milling Machine | 1 | |
| 5 | Sanding Machine | 1 | |
| 6 | Leveller | 140 X 2500 X 6000 | 1 |
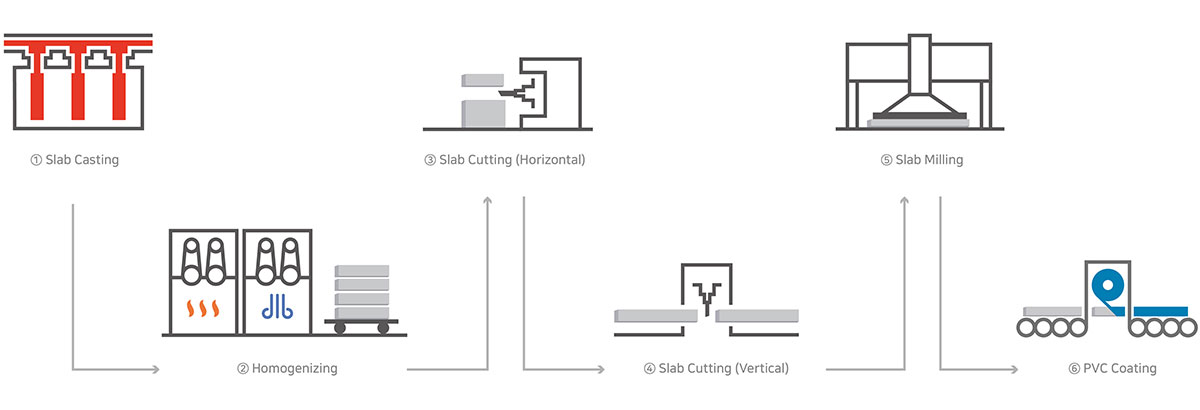
CAST PLATE Processing
-
Slab Casting
Cast the slab (T520-W1620/T700-W2400)
-
Homogenization
Homogenization Treatment
-
Slab Cutting(Horizontal)
Horizontal Cutting
-
Slab Cutting(Vertical)
Vertical Cutting
-
Slab Milling
Surface precision milling
-
PVC Coating
Attach product tape
Extrusion
Process to produce the products having certain profile such as bar, material with certain shape, tube material, etc. by passing through the hole in the die when placing the billet in the container and pressurizing the billet with pushing ram.
Melting
Melting the raw-material after placing it
Homogenizing
Manufactures homogeneous billet and slab products by reducing or eliminating constitutional segregation caused by thermal diffusion
Casting
Cast billet (5” ~ 41.7”) and slab (T520, T700) and induce uniform billet and slab growth
Slab Cutting(Horizontal)
Horizontal Cutting
Slab Cutting(Vertical)
Vertical Cutting